|
在螺栓和抽芯铆钉连接,卜,拴孔(或钉孔)质量直接影响连接的性能。按孔壁质量将栓孔(或钉孔)分为I类孔和II类孔两类。在装配好的构件上按设计孔径钻成的孔,或在单个零件和构件上按设计孔径分别用钻模钻成的孔,或在单个零件上先钻成或冲成较小的孔径,然后在装配好的构件上再扩钻至设计孔径的孔均属于I类孔。达不到上述要求的孔为11类孔。显然I类孔的孔壁质量优于”类孔。但I类孔制作费工,成本高。
普通螺栓一般用 Q235钢(用于螺栓时也称为4.6级)制成。根据制造方法及精度不同,普通螺栓(也就是六角头螺栓)可分为A,B,C三级。C级螺栓是用圆钢热压而成,表面粗糙,采用11类孔,螺杆直径比孔径小1一2mm,以便于制作安装。但由于杆与孔之间有空隙,传递剪力时,连接变形大,不宜用于重要的连接,一般用于承受拉力的安装连接中。人级和B级螺栓是在车床上加工而成,尺寸准确,要求用I类孔,螺杆直径比孔径小0. 3mm,因而抗剪性能比C级螺栓好,但成本高,安装困难,一般少用。普通螺栓的常用公称直径为16,18,20,24mmo
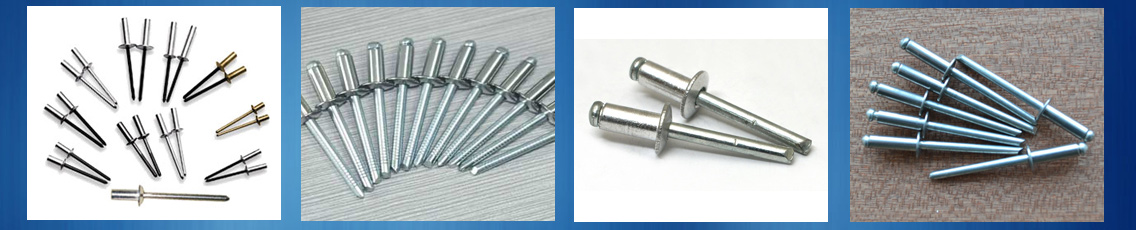
抽芯铆钉一般用2号铆螺钢(ML2)来制造(有时也用3号铆螺钢)。一般是先将圆钢原料拉直,切断,烧热(或者不烧),放到模子内一压,制成一端有钉头的抽芯铆钉半成品。结构安装时,常采用热铆.将抽芯铆钉半成品加热到650一1 00090,再将它插人孔眼,然后用卡铆机或抽芯铆钉枪进行打铆,使另一端压成封闭钉头而形成抽芯铆钉连接。抽芯铆钉连接的塑性和韧性均比焊接连接好,传力可靠,连接质量容易检查,而且对主体金属材质质量要求比焊接结构低;但是,抽芯铆钉连接有钉孔削弱截面,要制孔和打铆,劳动条件差。故目前在钢结构中几乎已被焊接和高强度螺栓取代。
|